
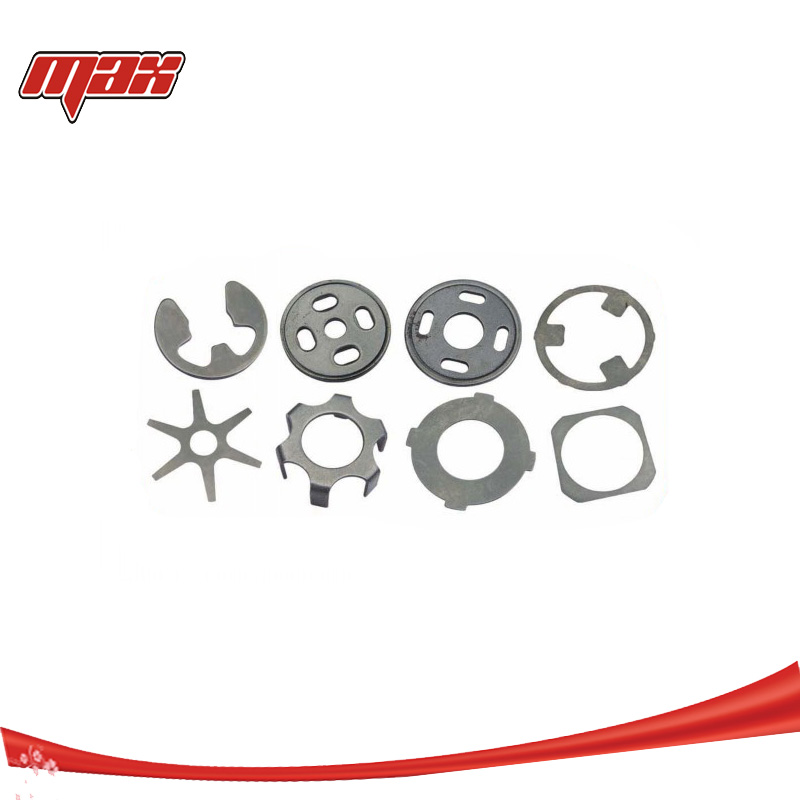
Амортизаторға арналған ұнтақ металды күйдірілген бөліктің негізгі клапаны









Өнімнің ерекшеліктері:
Поршень және төменгі клапан негізінен амортизатор үшін демпферлік қамтамасыз етеді, штанга бағыттаушы негізінен поршеньдік штанганың қозғалысы үшін бағыттаушы.
Max Auto – энергетикалық металлургияның жетекші өндірушісікүйдірілген бөлшектер, негізінен амортизатор компоненттері үшін пайдаланыңыз.
Технологиялық процесс: араластыру ұнтағы – қалыптау – агломерация – тазалау – бумен өңдеу – иілу – пресс втулкасы – сыртқы түрін тексеру, орау
Араластырғыш ұнтақ: Fe – C – Қоспаларды кетіру үшін тығыздығы жоғары електен Cu ұнтағы, автоматты араластырғыш 360 ° 4 сағаттан астам айналады, материалды біркелкі араластырыңыз.
Қалыптау: барлық бөлшектердің тығыздығы престеуден кейін технологиялық талаптарға сәйкес келетінін қамтамасыз ету үшін автоматты CNC гидравликалық пресі бар дәл қалыптау.
Агломерация: өнім техникалық талаптарға сай келетін өнімдердің механикалық қасиеттері мен қаттылығын қамтамасыз ететін желілік белдік типті агломерациялық пешпен басқарылады.
Майға батыру: май өнімнің кеуектеріне толық еніп, кейінгі циклдің тот баспауы үшін өнімді жоғары қысымды ыдысқа салыңыз.
Пластмасса: толық автоматты CNC гидравликалық пресі бар дәл қалып, престеуден кейін өнімнің тығыздығы мен механикалық қасиеттері одан әрі жақсарады және өлшемдері сызба талаптарына сәйкес келеді.
Өңдеу: бұйымның саңылауды, ойықты және басқа бөлшектерін аяқтау.
Тазалау: торлы белбеу қоспалар мен темір үгінділерін кетіру үшін ультрадыбыстық тазалау машинасын қолданады.
Бумен өңдеу: бұйымды электр пешінде бумен өңдейді, бұл өнімнің механикалық қасиеттерін жақсартады, ал беткі тотығу қабаты тоттың алдын алуға көмектеседі.
Қаптама: поршень PTFE майлау белдігін жабатын толық автоматты сандық басқару машинасымен жабылған.
Пресс втулкасы: DU төлкесіне басылған.
Сыртқы түрін тексеру, орау.
Техникалық сипаттамасы:
| Өнім мәліметтері | |
| Өнім атауы | Амортизаторға арналған ұнтақ металл агломерленген бөлік |
| Материал | (MPIF 35) FC-0205 (DIN 30910-4) Sint C10, Fe, Баланс, Cu 1,5-3,9%, C 0,3-0,6% |
| Тығыздығы | Бу тотығуынан кейін 6,4-6,9 г/см3 |
| Қаттылық | 60-115 HRB, жүктеме 1 кН, шардың диаметрі 1/16 дюйм |
| Беттік өңдеу | Будың тотығуы, 2 сағат, Fe3O4: 0,004-0,005мм, тотығу дәрежесі 2-4% |
| Анықталмаған төзімділік | ISO 2768 – м / H14, h14, +- IT14/2 |
| Сыртқы түрі | Ешқандай күйреу, жарықтар, қабыршақтану, бос жерлер, борпылдақтық, металл шұңқырлар және басқа ақаулар жоқ. |
| Процесс ағыны | Ұнтақты араластыру – Қалыптау – Агломерация – Майды сіңдіру – Өлшемдеу – Ультрадыбыстық тазалау – Бу тотығу – Мұнай сіңдіру – Қорытынды тексеру – (+ DP4 втулка / +PTFE жолағы) Орау |
| Қолдану | Автокөлік, мотоцикл және велосипед амортизаторларына арналған |
| Біздің артықшылықтарымыз: | 1. Ағымдағы 3000 қалыптардан астам, қалып құнын үнемдеңіз 2. ISO/TS 16949:2009 сертификаты 3. Бәсекеге қабілетті баға 4.APQP, FEMA, MSA, PPAP, SPC сапаны қатаң бақылау мүмкіндігі |
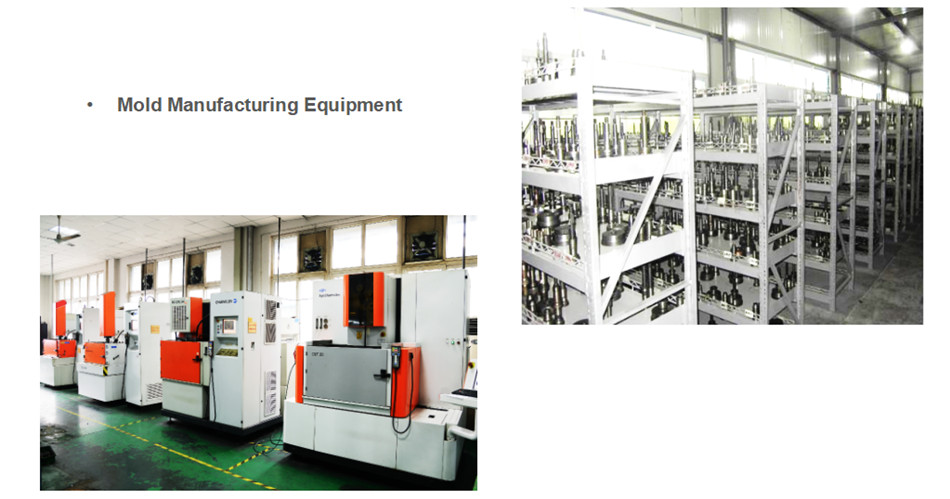
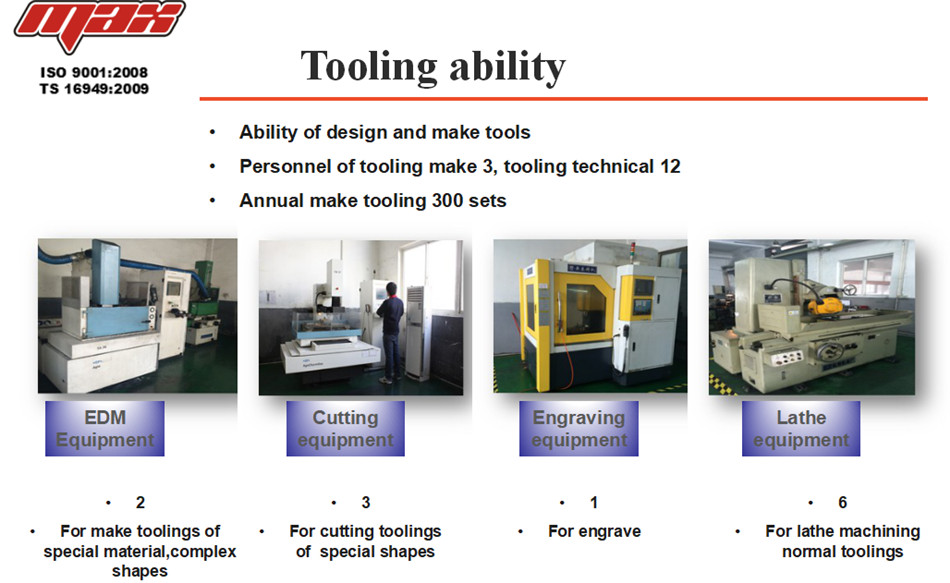
Өндіріс орындары



Емтиханға арналған ғимараттар


Өнім санаттары
-
Тот баспайтын болаттан жасалған жұқа жалпақ шайбалар
-

Toyota AE101, Corolla, VIOS, Жүріс биіктігін реттеу...
-

Жіксіз түтік CDW/ERW/Суық илектелген хром платинасы...
-

QPQ нитрадымен өңдеу тот басуға қарсы болат материалы ...
-

861412023A oem амортизаторы жақсы баға авто...
-

Соққы тіректері ұнтақ Металлургиялық бөлшектер (поршень,...





